o.cho
შესადარებლად გააქვს ძველი ნასროლები?
სრული ვერსია: ლულის კვეთის "ფასკა"
iorama
სამწუხაროდ არა მარტო გირჩი რომელიც კურპუსის უკან ხეზე კიდია : D
: D
სამწუხაროდ არა მარტო გირჩი რომელიც კურპუსის უკან ხეზე კიდია
: D
ციტატა(o.cho @ Mar 25 2014, 12:25 AM) 
iorama
სამწუხაროდ არა მარტო გირჩი რომელიც კურპუსის უკან ხეზე კიდია : D
სამწუხაროდ არა მარტო გირჩი რომელიც კურპუსის უკან ხეზე კიდია
: Dთუ ისევ კიდია ესეიგი ვერ ყოფილა კარგად საქმე
იმედია გამოსწორდა
iorama
კიდია მარა ცხვირი აქვს მოგლეჯილი ეხლა ამ დღეებში შევამოწმებ ძირფესვიანად მიზანში და ისედაც 
კიდია მარა ცხვირი აქვს მოგლეჯილი ეხლა ამ დღეებში შევამოწმებ ძირფესვიანად მიზანში და ისედაც
ჯგუფები გააკეთე 25-30 მეტრზე და შედეგები ფორუმზე დადე. 
ikaaa
კი აუცილებლად ეგრე ვიზავ ერთი სული მაქვს მეც როდის გავალ და გავსინჯავ
კი აუცილებლად ეგრე ვიზავ ერთი სული მაქვს მეც როდის გავალ და გავსინჯავ
ტყვია საიდანაც იდება . მანდ როგორი კონფიგურაციის გააკეთე . როგორც მე ვიცი ცეცხლსასროლში ნალნელა გადადის ტყვია ხრახნებზე მახვილი კუთხით. პატრნიკის გასაკეთებელი რაიბერებია . . პნევმატიკაში როგორ არი ეს ამბავი საინტერესოა იცით ვინმემ . რაც მე ლულები დავატვალიერე ბევრს ეგრევე ეწყება ხრახნები .ან ოდნავ დაცერევებით. ეჭვი მაქვს ესე ხრახნის დაწყებამ ჩაპრესვის მაგივრად აათალის ტყვიას რაღაცას . ან დააზიანოს რავიცი ჩადების დროს რადგან ძალას მოითხოვს .
მიახლოებით ცეცხლსასროლისნაირი ეგრეთწოდებული პულნიი ვხოდი. რუსულ ძველ თოფზე ვნახე მოდელი ვერ გავარჩიე ლატუნის ნარეზი რო აქვს იმაზე .
zax ara
მე პირადად გავუკეთე ძალიან მცირე კუთხური კონუსისებრი აი სულ ოდნავაა რა ეგრევე ნარეზმა რომ არ კაწროს ტვია სულ ოდნავაა ნარესი და მერე უფრო იზრდება ანუ ჩასასვლელი მოვუშლიფოვკე სულ ოდნავ თავიდანვე რომ უხეში ნარეზი არ იყოს ტყვია კი ჯდება ნარეზზე და საკმაოდ მჭიდროდაც მარაპირველივე მილიმეტრიდან მთლიანი უხეში ნარეზის დაბოლოვება არ ააქვს
მე პირადად გავუკეთე ძალიან მცირე კუთხური კონუსისებრი აი სულ ოდნავაა რა ეგრევე ნარეზმა რომ არ კაწროს ტვია სულ ოდნავაა ნარესი და მერე უფრო იზრდება ანუ ჩასასვლელი მოვუშლიფოვკე სულ ოდნავ თავიდანვე რომ უხეში ნარეზი არ იყოს ტყვია კი ჯდება ნარეზზე და საკმაოდ მჭიდროდაც მარაპირველივე მილიმეტრიდან მთლიანი უხეში ნარეზის დაბოლოვება არ ააქვს
ეხლა ვესროლე სქელ ჟურნალს ორი თოფიდან. ჰატსან 80 სას და ვინტაჟიდან და ჰაცანმა გაიტანა 220 გვერდი და გახევით დააზიანა სულ ერთიანობაში 267 გვერდი. და კროსმანმა გაიტანა ანუ ტყვია გამოვიღე 328 გვერდიდან და დახევით დააზიანა 357 გვერდი
ხო ტყვიები იყო კროსმან დესტროიერ 7.9 გრანი
ხო ტყვიები იყო კროსმან დესტროიერ 7.9 გრანი
zax ara
o.cho
ისე გიყურებთ და ორივე აქტიურობთ და რამე რომ იყოს ავატარის დაყენება არცერთს არ გინდათ??? რაცხა ნაცრისფერი სილუეტი რომ ახატია თქვენს ექაუნთებს....
o.cho
ისე გიყურებთ და ორივე აქტიურობთ და რამე რომ იყოს ავატარის დაყენება არცერთს არ გინდათ??? რაცხა ნაცრისფერი სილუეტი რომ ახატია თქვენს ექაუნთებს....
ja_ja
როგორ ჩავსვა ავატარი არ ვიცი
როგორ ჩავსვა ავატარი არ ვიცი
o.cho
და ეს სახრახნისი და შაროშკა დრელში გქონდა ჩამაგრებული?
ციტატა
უკანა მხარეს გავუკეთე სამსახურში ვიპოვე შაროშკა არ ვიცი ამას ქართულად როგორ ქვია smile.gif და იმითი გავაკეთე მერე რეზინის კონუსური საცობი წამოვაგე წვრილ სახრახნისზე და ცვრილად დაფხვნილი სალესი ქვის ფხვნილით რომელიც წყალში იყო მოზელილი თხელი ტალახის მდგომარეობამდე და ბოლოს ნულოვანი შკურკით და ქეჩით გავაპრიალე.
ხოლო წინა მხარეს იმ შAროშკის და შკურჯკის გარდა დანარჩენი ყველაფერი იგივე ვუქენი
ხოლო წინა მხარეს იმ შAროშკის და შკურჯკის გარდა დანარჩენი ყველაფერი იგივე ვუქენი
და ეს სახრახნისი და შაროშკა დრელში გქონდა ჩამაგრებული?
akhieli
კი ჩვეულებრივ ხელის დრელში მარა სახრახნისთან ძალიან სიფრთხილეა საჭირო დაწოლა არ უნდა რომ რეზინის კონუსი არ გამოხიოს თორემ ლულას გაკაწრავს
კი ჩვეულებრივ ხელის დრელში მარა სახრახნისთან ძალიან სიფრთხილეა საჭირო დაწოლა არ უნდა რომ რეზინის კონუსი არ გამოხიოს თორემ ლულას გაკაწრავს
akhieli
ღმერთმა დაგიფაროს დრელისგან ჯობია ეგრეთწოდებული "შურუპავიორტი" რომ არის, ანუ მტავარი მტერი მაგ დროს არის სიჩქარე, ბევრ დრელს კი რომ დააჭერ ისეთ სიჩქარეს კრიფავს რომ ჩემს მტერს
სიჩქარის დროს თუ ძალით დააწვები შაროშკას, ისე ამოთხრის ლულას რომ შეიძლება ბოლომდე გავიდეს (ნუ ეს იასნია გაზვიადებულია, პროსტა მინდა ავღნიშნო რომ პაბედიტის შაროშკა რკინას ჟუვაჩქასავით ღეჭავს და თხრის), თუ ჩქარა ტრიალისას შაროშკას არ დააწვები და ლაითად შეეხები ზედაპირს, მაშინ მიკრო ხტუნვას იწყებს ზედაპირზე, შედეგად ეგრეთწოდებულ "ღიფლიონი" ზედაპირს მიირებს, ანუ ტალღებად იქნება ამოჩიჩქნილი.
ამიტომაც, საჭიროა ნელა ტრიალი, და საშუალო ძალით დაწოლა, გამოდის გადასარევი, ზოგჯერ გასაპრიალებელი პასტის წასმაც კი არ უნდა ხოლმე (მაგალითად ეგრეთწოდებულ სანადირო "ფასკა"-ს ვგულისხმობ)
ციტატა(akhieli @ 25th March 2014 - 10:20 PM)
და ეს სახრახნისი და შაროშკა დრელში გქონდა ჩამაგრებული?
ღმერთმა დაგიფაროს დრელისგან
ჯობია ეგრეთწოდებული "შურუპავიორტი" რომ არის, ანუ მტავარი მტერი მაგ დროს არის სიჩქარე, ბევრ დრელს კი რომ დააჭერ ისეთ სიჩქარეს კრიფავს რომ ჩემს მტერს სიჩქარის დროს თუ ძალით დააწვები შაროშკას, ისე ამოთხრის ლულას რომ შეიძლება ბოლომდე გავიდეს (ნუ ეს იასნია გაზვიადებულია, პროსტა მინდა ავღნიშნო რომ პაბედიტის შაროშკა რკინას ჟუვაჩქასავით ღეჭავს და თხრის), თუ ჩქარა ტრიალისას შაროშკას არ დააწვები და ლაითად შეეხები ზედაპირს, მაშინ მიკრო ხტუნვას იწყებს ზედაპირზე, შედეგად ეგრეთწოდებულ "ღიფლიონი" ზედაპირს მიირებს, ანუ ტალღებად იქნება ამოჩიჩქნილი.
ამიტომაც, საჭიროა ნელა ტრიალი, და საშუალო ძალით დაწოლა, გამოდის გადასარევი, ზოგჯერ გასაპრიალებელი პასტის წასმაც კი არ უნდა ხოლმე (მაგალითად ეგრეთწოდებულ სანადირო "ფასკა"-ს ვგულისხმობ)
o.cho
აი ასეთი რაღაცეები იყიდება მაგისათვის. ზოგი მრგვალთავიან ლატუნის შურუპს იყენებს(უცხოურ ფორუმებზე რაც მაქვს გადაკითხული)

ja_ja
ეგ კი,მაგრამ იმის ალბათობა ძალიან დიდია,რომ ხელის დრელით გააფუჭო ფასკა. მაგას სტანოკი და გამოცდილი ადამიანი სჯობს ვისაც გაუკეთებია და იცის. მოგეხსენება ცენტრის დაჭერაა მანდ მთავარი რასაც ხელის დრელით ან შურუპავიორტით ზუსტათ ვერიზამ. რისკია მაინც ამისი თქმა მინდა.
აი ასეთი რაღაცეები იყიდება მაგისათვის. ზოგი მრგვალთავიან ლატუნის შურუპს იყენებს(უცხოურ ფორუმებზე რაც მაქვს გადაკითხული)
ja_ja
ეგ კი,მაგრამ იმის ალბათობა ძალიან დიდია,რომ ხელის დრელით გააფუჭო ფასკა. მაგას სტანოკი და გამოცდილი ადამიანი სჯობს ვისაც გაუკეთებია და იცის. მოგეხსენება ცენტრის დაჭერაა მანდ მთავარი რასაც ხელის დრელით ან შურუპავიორტით ზუსტათ ვერიზამ. რისკია მაინც ამისი თქმა მინდა.
ja_ja
კი მართალი სახ საბედნიეროდ დრელი რომელიც მე ვიხმარე იყო დაბალ ბრუნიანი და მერე რაც მაგრად დააჭერ ღილაკს მით უფრო უჩქარებდა ასე რომ დაბალ ბრუნზე და ზალიან ფრთხილად გავაკეთე.
akhieli
კი ვიცი ესენი ნუ ფასკა ბევრჯერ ამიღია მართალია ლულაზე არა მაგრამ სამსახურში ბევრ რამეზე ამიღია ფასკა დრელის ხმარებაც კარგად ვიცი და ამიტომ გავრისკე და გავაკეთე რავი ჩემი აზრით ნორმალური გამოვიდა
კი მართალი სახ საბედნიეროდ დრელი რომელიც მე ვიხმარე იყო დაბალ ბრუნიანი და მერე რაც მაგრად დააჭერ ღილაკს მით უფრო უჩქარებდა ასე რომ დაბალ ბრუნზე და ზალიან ფრთხილად გავაკეთე.
akhieli
კი ვიცი ესენი ნუ ფასკა ბევრჯერ ამიღია მართალია ლულაზე არა მაგრამ სამსახურში ბევრ რამეზე ამიღია ფასკა დრელის ხმარებაც კარგად ვიცი და ამიტომ გავრისკე და გავაკეთე
რავი ჩემი აზრით ნორმალური გამოვიდაციტატა
კი ვიცი ესენი ნუ ფასკა ბევრჯერ ამიღია მართალია ლულაზე არა მაგრამ სამსახურში ბევრ რამეზე ამიღია ფასკა დრელის ხმარებაც კარგად ვიცი და ამიტომ გავრისკე და გავაკეთე რავი ჩემი აზრით ნორმალური გამოვიდა
რავი ჩემი აზრით ნორმალური გამოვიდაჰოდა მაგას ვიძახი გამოცდილების ამბავიათქო. მე ეხლა ნაღდათ ვერგავრისკავ მაგ ამბავს
. კარგი იქნებოდა ფასკის გაკეთების პროცესში, ვიდეო გადაგეღო 
akhieli
კიი მართალი ხარ მარა იმდენად ნაწყვეტ ნაწყვეტ ვაკეტებდი ხან სამსახურიდან რო გამოვიდოდი შესვენებაზე და ხან როცა მოვიცლიდი რომ ვერ მოვახერხე
კიი მართალი ხარ მარა იმდენად ნაწყვეტ ნაწყვეტ ვაკეტებდი ხან სამსახურიდან რო გამოვიდოდი შესვენებაზე და ხან როცა მოვიცლიდი რომ ვერ მოვახერხე

zax ara
არ ჩანს ჩემთან სურათი
არ ჩანს ჩემთან სურათი
zax ara
ნუ პირველ რიგში დაამუღამე სურათის ჩასმა
არასწორად გქონდა ლინკი ჩასმული, ანუ შენ გქონდა ჩასმული
და უნდა ჰქონოდა
ანუ ერთი http:// გქონდა ზედმეტი.
მეორე შენ რაც დადე ეგ არ არის ეგრეთწოდებული შაროშკა ეგ არის დრელით გაკეთებულ ხვრელებზე და საერთოდ რაცხა მოჭრილ ზედაპირებზე ფასკის გამკეთებელი (მაგალითად კონუსური ვინტის დასასმელად, კაროჩე ძალიან რეზკი კუთხე აქვს და არ ვარგა). ეგეთი შტუკით არ კეთდება ფასკა.
ვაბშეტა არის სპეც უტილიტები სპეციალურად საჭირო დახრით გაკეთებული რომელიც წააგავს მაგ შტუკას რაც შენ დადე, რეალურად სახლის პირობებში გასაკეთებლად კი ფასკისთვის გამოიყენება აი ასეთი შტუკა

ჩემის აზრით და გამოცდილებით მეორე რაც არის მარცხნიდან არის იდეალური, თუმცა ბოლოში რომაა 2 ცალი, ერთი მრგვალთავიანი და მეორე ტანგასიებული გაუგებრობა, ეგენიც მშვენივრად ართმევენ თავს საქმეს.
მთავაია შესაბამისი ზომის მოძებნო ეგენი. ძალიან პატარას აიღებ და ნამეტანი შეთხრის შიგნეულობაში, ნამეტან სქელს აიღებ და სანამ რაიმეს გააკეთებს ჯვარს გაცვავს,
ჰო მართლა არის ეგრეთქოდებული სამაკალის და პაბედიტის შაროშკები, მე გირჩევდი რომ პაბედიტის დაითრიო მაგ საქმისთვის, რკინას თლის ნუ რავი გადასარევად, თან არ ცვდება მალე
ნუ პირველ რიგში დაამუღამე სურათის ჩასმა
არასწორად გქონდა ლინკი ჩასმული, ანუ შენ გქონდა ჩასმული
პროგრამული კოდი
[img]http://http://a.pix.ge/i/dcnb4.jpg[/img]
და უნდა ჰქონოდა
პროგრამული კოდი
[img]http://a.pix.ge/i/dcnb4.jpg[/img]
ანუ ერთი http:// გქონდა ზედმეტი.
მეორე შენ რაც დადე ეგ არ არის ეგრეთწოდებული შაროშკა
ეგ არის დრელით გაკეთებულ ხვრელებზე და საერთოდ რაცხა მოჭრილ ზედაპირებზე ფასკის გამკეთებელი (მაგალითად კონუსური ვინტის დასასმელად, კაროჩე ძალიან რეზკი კუთხე აქვს და არ ვარგა). ეგეთი შტუკით არ კეთდება ფასკა.ვაბშეტა არის სპეც უტილიტები სპეციალურად საჭირო დახრით გაკეთებული რომელიც წააგავს მაგ შტუკას რაც შენ დადე, რეალურად სახლის პირობებში გასაკეთებლად კი ფასკისთვის გამოიყენება აი ასეთი შტუკა
ჩემის აზრით და გამოცდილებით მეორე რაც არის მარცხნიდან არის იდეალური, თუმცა ბოლოში რომაა 2 ცალი, ერთი მრგვალთავიანი და მეორე ტანგასიებული გაუგებრობა, ეგენიც მშვენივრად ართმევენ თავს საქმეს.
მთავაია შესაბამისი ზომის მოძებნო ეგენი. ძალიან პატარას აიღებ და ნამეტანი შეთხრის შიგნეულობაში, ნამეტან სქელს აიღებ და სანამ რაიმეს გააკეთებს ჯვარს გაცვავს,
ჰო მართლა არის ეგრეთქოდებული სამაკალის და პაბედიტის შაროშკები, მე გირჩევდი რომ პაბედიტის დაითრიო მაგ საქმისთვის, რკინას თლის ნუ რავი გადასარევად, თან არ ცვდება მალე
ცეცხლსასროლზე ამნაირი ინსტრუმენტით გამიკეთებია . ხელით უნდა დაატრიალო ნელა . დრელი არავითარ შემთხვევაში არ შეიძლება . ვერ მიზომავ და რავი რა მოხდება .
დღეს რო იტყვიან დიდი მონდოებით დავადექი მეც ჩემი თოფის ლულის ფასკას. მარა ისეა გაპრიალებული ნაკლი ვერ უპოვე .
ხოდა სანამ ეს მონდომება გადამივლიდა , ადექი და თვითონ ლულა გავაპრიალე შიგნიდან ოღონდ ცოტა ლაითად . ცოტა რბილი მგონია მე პნევმატიკის ფოლადი
დღეს რო იტყვიან დიდი მონდოებით დავადექი მეც ჩემი თოფის ლულის ფასკას. მარა ისეა გაპრიალებული ნაკლი ვერ უპოვე .
ხოდა სანამ ეს მონდომება გადამივლიდა , ადექი და თვითონ ლულა გავაპრიალე შიგნიდან ოღონდ ცოტა ლაითად . ცოტა რბილი მგონია მე პნევმატიკის ფოლადი
რავიცი ლიონელზე ვიყიდე მე მიახლოებიტ ეგეტები ოგონდ წინ გლუვი წვერი აქვს ტან პლასმასივის რარაციტ დაფარული რო ტრიალის დროს ნარეზებში შედის და რო არ დააზიანოს . პახოდუ ცენტრს იჭერს . ულან კიდო სარეგულირებო რო გრმად არ ჩავიდეს . სპეციალურად მაგისტვისააო . ლინკს ვიპოვი და დავდებ
ja_ja
აი ზუსტად ეგეთი შაროშკით მეორე რომ არის აი მაგითი გავაკეთე მე
და თან არის პაბედიტის
აი ზუსტად ეგეთი შაროშკით მეორე რომ არის აი მაგითი გავაკეთე მე
და თან არის პაბედიტის
zax ara
რბილიც არის, მანდ ბევრი რამ თამაშობს, ის რომ ცეცხლსასროლზე არ გამოიყენო და ის რომ შედარებით იაფი დაჯდეს როგრც მასალის მხრივ ასევე დამუშავების მხრივ.
რაც შეეხება შაროშკას და დრელს, ნუ პირადად მეც ხელით ვაკეთებ ყოველთვის, მაგრამ რავი ცუდ ტონადაა მიჩნეული ხელით მუშაობა იდეაში იგივე შურუპავიორტი, ან დრელი რომ იყოს ნელი ბრუნით ეგეც სავსებით მისაღებია და გრეხი არაფერია.
p.s ცეცხლსასროლისთვის ცალკე ინსტრუმენტებია და თავისი გრადუსებია იდეალურად ითვლება 79 გრადუსი (ან 11 გრადუსი, ნუ 90-ს მინუს 11 ქე უდრის იგივე 79-ს ) და ინსტრუმენტი გამოიყურება აი ასე:

შუაში ხვრელი რომ არის, უკვე ყენდება კალიბრის მიხედვით შესაბამისი ღერძი რბილი ლითონისგან როგორც წესი ბრინჯაოსგან მარა შეიძლება ალუმინი, ან სხვა რამეც იყოს

პრაქტიკულად ყველა თანხმდება რომ აი ეს მეთოდი არის, ყველაზე კარგი, მაგრამ ძვირი ღირს ეს შობელძაღლი ერთი პერიოდი ვუყურებდი მარა მთელი ნაბორი ერთი კალიბრისთვის კაი 500$-ს სცდება , ყველა კალიბრისსთვის კი ვავა ფასია
სხვათაშორის ამ მეთოდშიც კი არაა უგულველყოფილი ელექტრო ინსტრუმენტი ასე რომ შუპუპავიორტი ან დრელი ნელი ბრუნით სავსებით მისაღები თემაა.
ციტატა(zax ara @ 26th March 2014 - 07:25 PM)
ცოტა რბილი მგონია მე პნევმატიკის ფოლადი
რბილიც არის,
მანდ ბევრი რამ თამაშობს, ის რომ ცეცხლსასროლზე არ გამოიყენო და ის რომ შედარებით იაფი დაჯდეს როგრც მასალის მხრივ ასევე დამუშავების მხრივ.რაც შეეხება შაროშკას და დრელს, ნუ პირადად მეც ხელით ვაკეთებ ყოველთვის, მაგრამ რავი ცუდ ტონადაა მიჩნეული ხელით მუშაობა
იდეაში იგივე შურუპავიორტი, ან დრელი რომ იყოს ნელი ბრუნით ეგეც სავსებით მისაღებია და გრეხი არაფერია.p.s ცეცხლსასროლისთვის ცალკე ინსტრუმენტებია და თავისი გრადუსებია იდეალურად ითვლება 79 გრადუსი (ან 11 გრადუსი, ნუ 90-ს მინუს 11 ქე უდრის იგივე 79-ს
) და ინსტრუმენტი გამოიყურება აი ასე:შუაში ხვრელი რომ არის, უკვე ყენდება კალიბრის მიხედვით შესაბამისი ღერძი რბილი ლითონისგან როგორც წესი ბრინჯაოსგან მარა შეიძლება ალუმინი, ან სხვა რამეც იყოს
პრაქტიკულად ყველა თანხმდება რომ აი ეს მეთოდი არის, ყველაზე კარგი, მაგრამ ძვირი ღირს ეს შობელძაღლი
ერთი პერიოდი ვუყურებდი მარა მთელი ნაბორი ერთი კალიბრისთვის კაი 500$-ს სცდება , ყველა კალიბრისსთვის კი ვავა ფასიასხვათაშორის ამ მეთოდშიც კი არაა უგულველყოფილი ელექტრო ინსტრუმენტი
ასე რომ შუპუპავიორტი ან დრელი ნელი ბრუნით სავსებით მისაღები თემაა.

აი ასეტი მაქვს ოგონდ წინ რაღაც მაგარი პლასმასივითა აქვს . ბრინჯაის ნაცვლად . რა მაინტერესებს ფასკის კუტხე ცეცხლსასროლში და პნევმატიკაში სხვადასხვაა.
შაროშკას რათქმაუნდა დრელი ან შურუპავერტი უნდა , პროსტო მე ასეტი ინსტრუმენტის ჩაყენება დრელში ვიგულისხმე როგორ იმუშავებს რავი. ტოკარნი დაზგაზე ალბათ გაამართლებს .
აქ ვიყიდე მე ადრე .http://www.brownells.com/search/index.htm?k=MUZZLE+CROWNING+CUTTER&ksubmit=y

ბარემ აქვე დავდებ . ამ მეტოდით გავაპრიალე ლულა . მსუბუქ პოლირებაში იტვლებაო . მარა მაგრად დამღალა.
ჯბ ის პოლირების პასტა გამოვიყენე ფინიში . მგონი რაღაც გაუგებრობა დავმართე ლულას . აქამდე ჯსბ 10. 34 მოსწონდა თოფს . ეხლა კიდე ცპ ზე ჩაიციკლა მაგრა მოეწონა . რისი ბრალი უნდა იყოს ვერ მივხვდი
zax ara
ერთი დიდი კითხვა მაქვს თხოვნასთან ერთად რატომ დებ ასე კუსოკ კუსოკ ინფოებს? რა მუღამი აქვს? ერტად რომ დადო ერთ პოსტად რაიმე გრეხია თუ სუპერ ჩანაფიქრია რასაც ჩემი გონება ვერ ჩაწვდა
ის მოხდა რომ გაპრიალებისას ლულის შიდა დიამეტრს გინდა თუ არ გინდა აფართოვებ შედეგად ლულა შესუსტებულია (ნუ ასეთია ტერმინი რომელიც მოფამფალებას ნიშნავს), შედეგად ადრე თუ უჭირდა მყარი CP-ს გაწურვა, ახლა უპრობლემოდ მიდის, ხოლო JSB-ს რომ უყვარდა გაჭურვა ვეღარ ახერხებს მაგას
ერთი დიდი კითხვა მაქვს თხოვნასთან ერთად რატომ დებ ასე კუსოკ კუსოკ ინფოებს? რა მუღამი აქვს? ერტად რომ დადო ერთ პოსტად რაიმე გრეხია თუ სუპერ ჩანაფიქრია რასაც ჩემი გონება ვერ ჩაწვდა
ციტატა(zax ara @ 26th March 2014 - 09:25 PM)
. მგონი რაღაც გაუგებრობა დავმართე ლულას . აქამდე ჯსბ 10. 34 მოსწონდა თოფს . ეხლა კიდე ცპ ზე ჩაიციკლა მაგრა მოეწონა . რისი ბრალი უნდა იყოს ვერ მივხვდი
ის მოხდა რომ გაპრიალებისას ლულის შიდა დიამეტრს გინდა თუ არ გინდა აფართოვებ შედეგად ლულა შესუსტებულია (ნუ ასეთია ტერმინი რომელიც მოფამფალებას ნიშნავს), შედეგად ადრე თუ უჭირდა მყარი CP-ს გაწურვა, ახლა უპრობლემოდ მიდის, ხოლო JSB-ს რომ უყვარდა გაჭურვა ვეღარ ახერხებს მაგას
მეც შევატყვე ეგ ჩემ პოსტებს . ამ ეშმაკის მანქანასთან ურთიერთობას ეხლა ვითვისებ . კომპიუტერი მაქვს მხედველობაში. სმაილებს ვაბშე ვერაფერი გაუგე . სად მჭედელი სად კომპიუტერი.
მომენტ ეგეც მართალია რო ცოტა მოგანივრდა ლულა . მარა ეხლა ვფიქრობ ჯერ ერტი ასი ტყვია ცპ ვისროლე და ეგრევე მივაყოლე ჯსბ მგონი უნდა გამეწმინდა ლულა . ტყვია რო შევცვალე.
მომენტ ეგეც მართალია რო ცოტა მოგანივრდა ლულა . მარა ეხლა ვფიქრობ ჯერ ერტი ასი ტყვია ცპ ვისროლე და ეგრევე მივაყოლე ჯსბ მგონი უნდა გამეწმინდა ლულა . ტყვია რო შევცვალე.
ერთი კითხვა მქონდა ,ესეიგი იმ შემთხვევაში თუ ლულის გამომავალი ფასკა არასწორია ტყვია ერთი მიმართულებით არასოდეს წავა ხომ ??და ყოველ გასროლაზე მოგცემს პატარა თუ დიდ ცვალებადობას მაღლა დაბლა??
მადლობათ წინასწარ
მადლობათ წინასწარ
უმეტეს წილად თუ ფასკა სწორი არაა ტოველ გასროლაზე სხვადასხვანაირ უკუ დარტყმას მიირებს ტყვია ლულის ჭრილის დატოვებისას, შედეგად ხან იქეთ მოუხმემს ხან აქეთ
ლულის ფასკაზე კი არის მიღებული მაღალ დონედ გაპრიალება ისე რომ მზის სხივს ირეკლავდეს სარკეზე მოშნად, მაგრამ რეალში იდეა დაიყვანება შემდეგამდე, არ უნდა ჰქონდეს გადახრები და ლულის ჭრილი უნდა იყოს სწორი და არ უნდა იყოს დახრილი, პლიუს ნარეზების ბოლოები მკვეთრად რომ თავდებოდეს სასურველია ცოტათი კონუსური ფორმა ჰქონდეს. ნუ არის ბევრნაირი კონუსი, იქ სპორტული იქ სანადირო, იქ კომბინირებული, მაგრამ ძირითადი შინაარსი ერთია სწორედ დამთავრდეს ლულა და ლულის სწორ ჩამონაჭერზე ხრახნებს არ ფქონდეს ნაწიბურები.
ლულის ფასკაზე კი არის მიღებული მაღალ დონედ გაპრიალება ისე რომ მზის სხივს ირეკლავდეს სარკეზე მოშნად, მაგრამ რეალში იდეა დაიყვანება შემდეგამდე, არ უნდა ჰქონდეს გადახრები და ლულის ჭრილი უნდა იყოს სწორი და არ უნდა იყოს დახრილი, პლიუს ნარეზების ბოლოები მკვეთრად რომ თავდებოდეს სასურველია ცოტათი კონუსური ფორმა ჰქონდეს. ნუ არის ბევრნაირი კონუსი, იქ სპორტული იქ სანადირო, იქ კომბინირებული, მაგრამ ძირითადი შინაარსი ერთია სწორედ დამთავრდეს ლულა და ლულის სწორ ჩამონაჭერზე ხრახნებს არ ფქონდეს ნაწიბურები.
ჩემ დისკოს ლულას ქონდა "ფასკაზე" იაღლიში ვინც იცით დავითუსის თოფი მაქვს ანუ თან მოყოლილი დეფექტია - გადავწყვიტე გავასწორებ მეთქი, აღმოჩნდა რომ ის იარაღები რაც მქონდა ვერ ყოფილა ამისთვის ზედგამოჭრილი და მგონი უარესი ვქენი - "ნარეზსაც მივწვდი... ვინმე ღვთისნიერი იქნებ დამეხმაროთ და გაუკეთოთ ჩემს ლულას proper "ფასკა"??
- გადავწყვიტე გავასწორებ მეთქი, აღმოჩნდა რომ ის იარაღები რაც მქონდა ვერ ყოფილა ამისთვის ზედგამოჭრილი და მგონი უარესი ვქენი - "ნარეზსაც მივწვდი... ვინმე ღვთისნიერი იქნებ დამეხმაროთ და გაუკეთოთ ჩემს ლულას proper "ფასკა"??
Kukusha
თუ არ გეზარება გამოიტანე ჩემთან და დაგეხმარები
თუ არ გეზარება გამოიტანე ჩემთან და დაგეხმარები
ციტატა(geojorjika @ Feb 21 2015, 03:25 PM)
Kukusha
თუ არ გეზარება გამოიტანე ჩემთან და დაგეხმარები
თუ არ გეზარება გამოიტანე ჩემთან და დაგეხმარები
ჯორჯიკ ხვლ ანუ კვირას თუ გცალია დაგირეკავ და გამოგიტან.
Kukusha
მთელი დღე არა მოკლედ შემეხმიანე და შევთანხმდეთ
მთელი დღე არა მოკლედ შემეხმიანე და შევთანხმდეთ
ბიჭებო ნარეზს რა უკეთებს ლულას შეგიძლიან მანახოთ სურათი ?
SVD
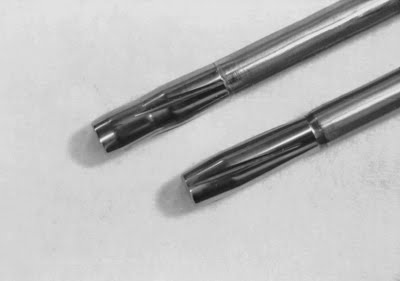
აი ეს

ან ეს

ციტატა(SVD @ 7th April 2015 - 10:09 PM)
ბიჭებო ნარეზს რა უკეთებს ლულას შეგიძლიან მანახოთ სურათი ?
აი ეს
ან ეს
SVD ან ეს
SVD
კითხვა სწორად გავიგე? ანუ გაინტერესებს რითი უკეთებენ ლულის ზაგატოვკში ხრახნს?
კითხვა სწორად გავიგე? ანუ გაინტერესებს რითი უკეთებენ ლულის ზაგატოვკში ხრახნს?
Kii kiii da me ro gamiviwero es chwmit vergavaketeb an xelosans ro wavugo??
SVD საქართველოში,რამდენადაც მე ვიცი,არავის გაუკეთებია მასეთი რამ და....ვიდეოებს უყურე?
SVD
კარგად გამეღიმა, და რათ გინდა? მაგის გაკეთება სახლის პირობებში შეუძლებელია, ცალკე მაგის სტანოკს ვერ იყიდი, ძვირიცაა და თან ლიცენზიის გარეშე მაგას არავინ მოგყიდის, პლიუს ევროპა ამერიკიდან გამოგზავნისას წააწყდები იმ შეზღუდვას რომ ჩვენნაირ ქვეყნებში ეგეთი დაზგების გაყიდვა აკრძალულია და ლამის მთავრობის ჩარევას მოითხოვს რომ მაგის უფლება მიიღო.
ამ ეტაპზე მხოლოდ 31-ე ქარხანას აქვს ეგეთი სტანოკი, ისიც ძველი რუსული, მაგრამ მხოლოდ სამხედრო დაკვეთებს აკეთებენ, პნევმოზე ერთ ინჟინერს ჰქონდა ნაცადი ლულების გაკეთება, მაგრამ 4-ცალზე მეტი არ გაუკეთებია, ეკონომიურად არაა გამართლებული პლიუს თავისი ხარისხის ფოლადი უნდა მაგ საქმეს....
ისე კი საერთო განვითარებისთვის უნდა იცოდე რომ არსებობს 2 დამზადების ძირითადი მეთოდი, ერთი არის, პუანსონის გამოყენებით, მეორე არის ჭედური მეთოდი.. პირველს იყენებს მთელი ცივილიზებური სამყარო, მეორეს კი საბჭოთა კავშირი და პოსტ საბჭოთა ქვეყნები სადაც იარაღი წარმოებდა.
ძირითადი პროცესი შემდეგია:
ჯერ მზადდება ბალვანკა გარკვეული გარე დიამეტრის (იმაზე მეტი ვიდრე ბოლოს ლულა იქნება), შემდეგ სპეციალური დაზგებით ხდება ღრმა ხვრეტა, რუსულად ჰქვია "გლუბოკოე სვერლენიე" ინგლისურად Gun Drilling. მაგის მერე მიუხედავად იმისა რომ ზედაპირი საკმაოდ სუფთაა ხდება შიდა ზედაპირის საბოლოოდ კალიბრირება, სხვადასხვა ინსტრუმენტებით რომ აფსოლუტურად სუფთა ზედაპირი იყოს და პლიუს აფსოლუტურად მთელს სიგრძეზე იყოს ერთნაირი ზომის, მიკრონებში.
ამის შემდეგ პროცესი იყოფა, იმის და მიხედვით პუნსონით კეთდება ნარეზები თუ ჭედურობით.
- პუანსონის შემთხვევაში ლულის ზაგატოვკა ტრიალებს ნელა ხოლო ლულაში წინიდან უკანა მიმართულებით, ანუ შეტენვით კი არა გამოქაჩვით ხდება ვოლფრამის შენადნობის მქონე სპეციალური პუქნსონის გატარება, რომელიც ლულაში სასურველ ბიჯს და ღარებს ტოვებს, პუანსონი შეიძლება რამდენიმე გატარდეს იმის და მიხედვით თუ რა სიღრმის და რა სიზუსტის, ან სისუფთავის ზედაპირია შიგნით საჭირო
- ჭედურობის დროს, იგივე ვოლფრამის ზაგატოვკაზე რომელსაც უკვე აქვს მთლიანი ლულის შიდა გეომეტრიის სრული ფორმა, ხდება უკვე გამზადებული და დამუშავებული ზაგატოვკის ჩამოცმა, შემდეგ კი ამ ზაგატოვკის გარკვეულ ტემპერატურაზე გათბობა (და არა გაცხელება და გავარვარება) და გარედან სპეციალური ჩაქუჩებით ლულის შემოჭედვა ვოლფრამის ზაგატოვკაზე, შედეგად ლულის შიდა მხარე იღებს ზაგატოვკის ფორმას, შემდეგ ზაგატოვკის ამოგდება ხდება ცალკე სტანოკით და ლულა პრაქტიკუალდ მზადაა...
ამის მერე ორივე მეთოდით დამზადებული ლულა გადის შიდა ხვრელის მიმართულების კორექტირებას რომ ლულა შიგნიდან აფსოლუტურად სწორე იყოს, შედმეგ დაზგაზე ხდება გარე დიამეტრის სასურველ ზომაზე დაყვანა და ზედმეტი ნაწიბურების ჩამოჭრა...
ნუ ახლა ფასკის, ჩოკის გაკეთება და წრთობა რომელ ეტაპზე მიდის არ ვიცი, ყველა თავის მეთოდს იყენებს და იმეტეს წილად საიდუმლოა
pilotina
არა ეგ არაა ლულის ხრახნების გასაკეთებელი, ეგ არის რაიბერი, ინგლისურად Reamer და გამოიყენება ხვრელის კალიბრირებისათვის, ანუ ვთქვათ გინდა ზუსტად 6 მილიმეტრიანი ხვრელი სუფთა ზედაპირით, ამ შემთხვევაში ხვრიტავ ხვრელს 5.8 მილიმეტრიანი სვერლოთი, შემდეგ 5.9-იანით და მაგის მერე უნდა გაატარო ნელი ბრუნით ეგ რაიბერი რომ მიიღო სუფთა ზედაპირი, საწარმოო მაშტაბებში მაგ რაიბერებს აქვს 3 ზომა, ანუ მინუს ზომა, ზუსტი ზომა და პლიუს ზომა, განსხვავება არის 0.01 მილიმეტრში, ანუ არის 5.99, 6.00 და 6.01 მილიმეტრი...
ასე რომ დახვეული ფორმა რადგანაცაა ნუ გგონია რომ ხრახნების გასაკეთებელია, ეგეთი ახლო ბიჯი რომ ჰქონდეს ნარეზებს მაშინ ტყვია გაითლებოდა და გარეთ გლუვი გამოვიდოდა, როგორც წესი ბიჯი იგივე ტვისტი იწყება 30 სანტიმეტრიდან და ლულის სიჩქარის და მიხედვით შეიძლება იყოს 30 სანტიმეტრიანი ბიჯით ან 60 სანტიმეტრიანი ბიჯით, რას უფრო სწრაფი ლულაა მით უფრო დიდი მანძილია ბიჭებს შორის.
ციტატა(SVD @ 7th April 2015 - 10:09 PM)
ბიჭებო ნარეზს რა უკეთებს ლულას შეგიძლიან მანახოთ სურათი ?
კარგად გამეღიმა,
და რათ გინდა? მაგის გაკეთება სახლის პირობებში შეუძლებელია, ცალკე მაგის სტანოკს ვერ იყიდი, ძვირიცაა და თან ლიცენზიის გარეშე მაგას არავინ მოგყიდის, პლიუს ევროპა ამერიკიდან გამოგზავნისას წააწყდები იმ შეზღუდვას რომ ჩვენნაირ ქვეყნებში ეგეთი დაზგების გაყიდვა აკრძალულია და ლამის მთავრობის ჩარევას მოითხოვს რომ მაგის უფლება მიიღო.ამ ეტაპზე მხოლოდ 31-ე ქარხანას აქვს ეგეთი სტანოკი, ისიც ძველი რუსული, მაგრამ მხოლოდ სამხედრო დაკვეთებს აკეთებენ
, პნევმოზე ერთ ინჟინერს ჰქონდა ნაცადი ლულების გაკეთება, მაგრამ 4-ცალზე მეტი არ გაუკეთებია, ეკონომიურად არაა გამართლებული პლიუს თავისი ხარისხის ფოლადი უნდა მაგ საქმეს....ისე კი საერთო განვითარებისთვის უნდა იცოდე რომ არსებობს 2 დამზადების ძირითადი მეთოდი, ერთი არის, პუანსონის გამოყენებით, მეორე არის ჭედური მეთოდი.. პირველს იყენებს მთელი ცივილიზებური სამყარო, მეორეს კი საბჭოთა კავშირი და პოსტ საბჭოთა ქვეყნები სადაც იარაღი წარმოებდა.
ძირითადი პროცესი შემდეგია:
ჯერ მზადდება ბალვანკა გარკვეული გარე დიამეტრის (იმაზე მეტი ვიდრე ბოლოს ლულა იქნება), შემდეგ სპეციალური დაზგებით ხდება ღრმა ხვრეტა, რუსულად ჰქვია "გლუბოკოე სვერლენიე" ინგლისურად Gun Drilling. მაგის მერე მიუხედავად იმისა რომ ზედაპირი საკმაოდ სუფთაა ხდება შიდა ზედაპირის საბოლოოდ კალიბრირება, სხვადასხვა ინსტრუმენტებით რომ აფსოლუტურად სუფთა ზედაპირი იყოს და პლიუს აფსოლუტურად მთელს სიგრძეზე იყოს ერთნაირი ზომის, მიკრონებში.
ამის შემდეგ პროცესი იყოფა, იმის და მიხედვით პუნსონით კეთდება ნარეზები თუ ჭედურობით.
- პუანსონის შემთხვევაში ლულის ზაგატოვკა ტრიალებს ნელა ხოლო ლულაში წინიდან უკანა მიმართულებით, ანუ შეტენვით კი არა გამოქაჩვით ხდება ვოლფრამის შენადნობის მქონე სპეციალური პუქნსონის გატარება, რომელიც ლულაში სასურველ ბიჯს და ღარებს ტოვებს, პუანსონი შეიძლება რამდენიმე გატარდეს იმის და მიხედვით თუ რა სიღრმის და რა სიზუსტის, ან სისუფთავის ზედაპირია შიგნით საჭირო
- ჭედურობის დროს, იგივე ვოლფრამის ზაგატოვკაზე რომელსაც უკვე აქვს მთლიანი ლულის შიდა გეომეტრიის სრული ფორმა, ხდება უკვე გამზადებული და დამუშავებული ზაგატოვკის ჩამოცმა, შემდეგ კი ამ ზაგატოვკის გარკვეულ ტემპერატურაზე გათბობა (და არა გაცხელება და გავარვარება) და გარედან სპეციალური ჩაქუჩებით ლულის შემოჭედვა ვოლფრამის ზაგატოვკაზე, შედეგად ლულის შიდა მხარე იღებს ზაგატოვკის ფორმას, შემდეგ ზაგატოვკის ამოგდება ხდება ცალკე სტანოკით და ლულა პრაქტიკუალდ მზადაა...
ამის მერე ორივე მეთოდით დამზადებული ლულა გადის შიდა ხვრელის მიმართულების კორექტირებას რომ ლულა შიგნიდან აფსოლუტურად სწორე იყოს, შედმეგ დაზგაზე ხდება გარე დიამეტრის სასურველ ზომაზე დაყვანა და ზედმეტი ნაწიბურების ჩამოჭრა...
ნუ ახლა ფასკის, ჩოკის გაკეთება და წრთობა რომელ ეტაპზე მიდის არ ვიცი, ყველა თავის მეთოდს იყენებს და იმეტეს წილად საიდუმლოა
pilotina
ციტატა(pilotina @ 7th April 2015 - 10:24 PM)
აი ეს
არა ეგ არაა ლულის ხრახნების გასაკეთებელი, ეგ არის რაიბერი, ინგლისურად Reamer და გამოიყენება ხვრელის კალიბრირებისათვის, ანუ ვთქვათ გინდა ზუსტად 6 მილიმეტრიანი ხვრელი სუფთა ზედაპირით, ამ შემთხვევაში ხვრიტავ ხვრელს 5.8 მილიმეტრიანი სვერლოთი, შემდეგ 5.9-იანით და მაგის მერე უნდა გაატარო ნელი ბრუნით ეგ რაიბერი რომ მიიღო სუფთა ზედაპირი, საწარმოო მაშტაბებში მაგ რაიბერებს აქვს 3 ზომა, ანუ მინუს ზომა, ზუსტი ზომა და პლიუს ზომა, განსხვავება არის 0.01 მილიმეტრში, ანუ არის 5.99, 6.00 და 6.01 მილიმეტრი...
ასე რომ დახვეული ფორმა რადგანაცაა ნუ გგონია რომ ხრახნების გასაკეთებელია, ეგეთი ახლო ბიჯი რომ ჰქონდეს ნარეზებს მაშინ ტყვია გაითლებოდა და გარეთ გლუვი გამოვიდოდა, როგორც წესი ბიჯი იგივე ტვისტი იწყება 30 სანტიმეტრიდან და ლულის სიჩქარის და მიხედვით შეიძლება იყოს 30 სანტიმეტრიანი ბიჯით ან 60 სანტიმეტრიანი ბიჯით, რას უფრო სწრაფი ლულაა მით უფრო დიდი მანძილია ბიჭებს შორის.
მდაა ყოველთვის მაინტერესებდა, ლულაში ნარეზები როგორ კეთდება და აჰა ბატონო
ja_ja
რა ნერვები გაქვს რა . ეხლა ამათზე კი ვილაპარაკებდი პირისპრ მაგრამ ნაღდად არ დავწერდი რა , ისე რამდენი რამე აქცს ხალხს სასწავლი ტიტუუ
უბრალოდ ცოტას განვავრცობ მეთოდებზე
არსებობს ე.წ. single point cut rifling 0ანუ ამდგროს ხდება ერთი კონკრეტული ღარის ამოჭრა ლულაშI , შემდეგ გარკვეული გრადუსით ტრიალდება ლულა და ისევ იჭრება ღარი და ასე შემდე სანამ ყველა ღარი არ გაკეთდება, დაახლოვებით ასეთუ შტუკით იშრება, ტოკარნიკის მსგავს სტანოჯზე, ზემოთ ვიდეოებიც დევს

არის კიდევ broached rifling- პრინციპი იგივე ამაგრამ ამ დოს ყველა ღარი ერთდროულად იჭრება აი ამ ინსტრუმენტით

არის კიდევ button rifling- ამ დროს ხდება ე.წ. button-ის გატარება ლულაში მიწოლით (სხვათაშორის ერთხელ ვნახე ვიდეო ამოპრესვის მეთოდით აკეთებდნენ სადღაც მგონი ესპანეთში)
კიდევ არის hammer forging მეთოდი , ანუ რაც ჯაჯამ ახსენა , ჭედვის მეთოდით დამზადება

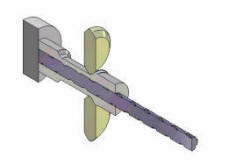
და კიდევ არის მსგავსი მეთოდი rifling by flow forming , არ ვიცი ქართულად სწორედ როგორ იქნება რაღაც დავკის მსგავსი მოქმედება, დაწნეხვით ან ლეგირებით ალბათ რავიცი, აი სურათით უფრო მიხვდებით
რა ნერვები გაქვს რა . ეხლა ამათზე კი ვილაპარაკებდი პირისპრ მაგრამ ნაღდად არ დავწერდი რა
, ისე რამდენი რამე აქცს ხალხს სასწავლი ტიტუუ უბრალოდ ცოტას განვავრცობ მეთოდებზე
არსებობს ე.წ. single point cut rifling 0ანუ ამდგროს ხდება ერთი კონკრეტული ღარის ამოჭრა ლულაშI , შემდეგ გარკვეული გრადუსით ტრიალდება ლულა და ისევ იჭრება ღარი და ასე შემდე სანამ ყველა ღარი არ გაკეთდება, დაახლოვებით ასეთუ შტუკით იშრება, ტოკარნიკის მსგავს სტანოჯზე, ზემოთ ვიდეოებიც დევს
არის კიდევ broached rifling- პრინციპი იგივე ამაგრამ ამ დოს ყველა ღარი ერთდროულად იჭრება აი ამ ინსტრუმენტით
არის კიდევ button rifling- ამ დროს ხდება ე.წ. button-ის გატარება ლულაში მიწოლით (სხვათაშორის ერთხელ ვნახე ვიდეო ამოპრესვის მეთოდით აკეთებდნენ სადღაც მგონი ესპანეთში)
კიდევ არის hammer forging მეთოდი , ანუ რაც ჯაჯამ ახსენა , ჭედვის მეთოდით დამზადება
და კიდევ არის მსგავსი მეთოდი rifling by flow forming , არ ვიცი ქართულად სწორედ როგორ იქნება რაღაც დავკის მსგავსი მოქმედება, დაწნეხვით ან ლეგირებით ალბათ რავიცი, აი სურათით უფრო მიხვდებით
მოკლედ რა ჩამორჩენილი ქვეყანა ვართ რა ბაბუაჩემის დროინდელი იარაღებია სულ და ისიც კალისბრის შეზღუდვით
მიზეზი მაინტერესებს რატომ არის აკრძალული 4.5 ზევით?
მიზეზი მაინტერესებს რატომ არის აკრძალული 4.5 ზევით?
SVD
ადრესატი შეგეშალა მაგ კითხვისთვის ეეგ კითხვა ჩვენც გვაქვს, მაგრამ როგორც ირკვევა ეგ კითხვა ჩვენ კი არა უნდა დაუსვა ჯერ, ედიკას დროინდელ შინაგან საქმეთა მინისტრს, შემდეგ, მიშას დროინდელ შსს-ს მინისტრს, ვანო მერაბიშვილს, თუმცა ახლა ეგ "პამიატნიკივით" ზის და რაღას გიპასიუხებს...
დალშ ეუნდა მიმართო ხალხზე ზრუნვით ტვინმოღუნულ ივანიშვილის დროინდელ შსს-ს მინისტს ღარიბაშვილს, თუმცა მაგან ისეთ სტანდარტებს მოაწერა ხელი რომ თამამად შემიძლია გითხრა გაგებაში არაა და ვერ გიპასუხებს რა არის პოლისჯოხი და რა არის თოფი... მაგის მერე იყო ინტელექტის მფრქვეველი და აი ერუდიციის ეტალონის მქონე შსს-ს მინისტრი ჭიკაიძე... ეგ იმდენად ჭკვიანი იყო რომ ისეთ კანონს მოაწერა ხელი რომლის გამოც დღემდე პნევმატური იარაღის გაფორმება გვინდა და ვერ ვიფორმებთ... შედეგად მემგონი ეგეც ვერ გიპასუხებს, იმიტომ რომ პოლისჯოხს და თოფს კი არა პოლისჯოხს და ბაბოჩკა დანას ვერ ანსხვავებდა ერთმანეთისგან.. ამიტომაც ინტერექტმა უკარნახა სანამ დროა გადადექიო და ისე წავიდა რომ სად წავიდა კაცმა არ იცის...
ახლანდელი შსს-ს მინისტრი კიდევ რავიცი მგონი ფიზიკურად არ სცალია რომ გიპასუხოს, ჯერ სხვა საქმეებია მოსაგვარებელი, არ დავიწყებ ახლა ჩამოთვლას აი იმათ ყველას რომ მოაგვარებს ალბათ მერე თავისუფალი 1-2 კვირა რომ გამოუჩნდება შეიძლება დაფიქრდეს ღირს თუ არა მაგ კითხვაზე პასუხის გაცემა
ციტატა(SVD @ 8th April 2015 - 02:36 AM)
მიზეზი მაინტერესებს რატომ არის აკრძალული 4.5 ზევით?
ადრესატი შეგეშალა მაგ კითხვისთვის
ეეგ კითხვა ჩვენც გვაქვს, მაგრამ როგორც ირკვევა ეგ კითხვა ჩვენ კი არა უნდა დაუსვა ჯერ, ედიკას დროინდელ შინაგან საქმეთა მინისტრს, შემდეგ, მიშას დროინდელ შსს-ს მინისტრს, ვანო მერაბიშვილს, თუმცა ახლა ეგ "პამიატნიკივით" ზის და რაღას გიპასიუხებს...დალშ ეუნდა მიმართო ხალხზე ზრუნვით ტვინმოღუნულ ივანიშვილის დროინდელ შსს-ს მინისტს ღარიბაშვილს, თუმცა მაგან ისეთ სტანდარტებს მოაწერა ხელი რომ თამამად შემიძლია გითხრა გაგებაში არაა და ვერ გიპასუხებს რა არის პოლისჯოხი და რა არის თოფი... მაგის მერე იყო ინტელექტის მფრქვეველი და აი ერუდიციის ეტალონის მქონე შსს-ს მინისტრი ჭიკაიძე... ეგ იმდენად ჭკვიანი იყო რომ ისეთ კანონს მოაწერა ხელი რომლის გამოც დღემდე პნევმატური იარაღის გაფორმება გვინდა და ვერ ვიფორმებთ... შედეგად მემგონი ეგეც ვერ გიპასუხებს, იმიტომ რომ პოლისჯოხს და თოფს კი არა პოლისჯოხს და ბაბოჩკა დანას ვერ ანსხვავებდა ერთმანეთისგან..
ამიტომაც ინტერექტმა უკარნახა სანამ დროა გადადექიო და ისე წავიდა რომ სად წავიდა კაცმა არ იცის...ახლანდელი შსს-ს მინისტრი კიდევ რავიცი მგონი ფიზიკურად არ სცალია რომ გიპასუხოს, ჯერ სხვა საქმეებია მოსაგვარებელი, არ დავიწყებ ახლა ჩამოთვლას
აი იმათ ყველას რომ მოაგვარებს ალბათ მერე თავისუფალი 1-2 კვირა რომ გამოუჩნდება შეიძლება დაფიქრდეს ღირს თუ არა მაგ კითხვაზე პასუხის გაცემა
ფანტომს თუ დაჭირდება ფასკა?რა ღირს მაგის გაკეთება და ვინ აკეთებს თბილისში?მიზანს არ ვემდურები,თუმცა უკეთესი მიზანი არ აწყენდა ჩემ ფანტომს
mishka23
ფანტომი რა ყოფილა რომ არ სჭირდებოდეს?
მე შემიძლია მაგის მკურნალობა
ფანტომი რა ყოფილა რომ არ სჭირდებოდეს?
მე შემიძლია მაგის მკურნალობა
geojorjika
ფასი და ადგილი მომწერე
6 ნომერი შესტიგრანკა შურუფიც თუ გექნება ოპტიკის სამაგრზე მომიძვრა და მგონი 6 ნომერია,ვერც სამგორში და ვერც ლილოში ვერ მივაგენი შესტიგრანკა შურუპებს ,სამ შურუპს უჭირავს ოპტიკა
ციტატა(giorgi @ 24th October 2015 - 11:57 PM)
მე შემიძლია მაგის მკურნალობა
ფასი და ადგილი მომწერე
6 ნომერი შესტიგრანკა შურუფიც თუ გექნება
ოპტიკის სამაგრზე მომიძვრა და მგონი 6 ნომერია,ვერც სამგორში და ვერც ლილოში ვერ მივაგენი შესტიგრანკა შურუპებს ,სამ შურუპს უჭირავს ოპტიკა
ციტატა(tbilisi23 @ 25th October 2015 - 01:55 AM)
6 ნომერი შესტიგრანკა შურუფიც თუ გექნება ოპტიკის სამაგრზე მომიძვრა და მგონი 6 ნომერია,ვერც სამგორში და ვერც ლილოში ვერ მივაგენი შესტიგრანკა შურუპებს ,სამ შურუპს უჭირავს ოპტიკა
ელიავაზე, დახლებზე იყიდება.
ეს არის ფორუმის "მსუბუქი" (lo-fi) ვერსია. თუ გსურთ იხილოთ სრულად, სურათებით, გაფორმებით და მეტი ინფორმაციით, დააწკაპუნეთ აქ.